表面粗さ計とは
粗さとは、対象物の表面が「ざらざらしている」とか、「すべすべしている」などと表現している性状のことです。
対象物の表面粗さが、どのような影響をもたらすかは、凹凸の形や大きさ、その物の使われ方により違ってきます。
例えば、外装の塗装面では塗料がつきやすい粗さ、シリンダー等の摺動面では滑りやすく、しかも磨耗しにくい特有の凹凸の大きさ・形の粗さがあります。
このため、それぞれの品物の使途に適している表面粗さを管理する必要があります。
いたずらに鏡面仕上げをしてしまうと、コストアップになるばかりか、表面に油分が残りにくくなり、かえって摺動に支障をきたすこととなる場合もあるので、表面粗さの管理が重要です。
対象物の表面粗さは、訓練をすれば、標準粗さ試験片と試験対象物を交互に指先でなぞることによって、ある程度の判定を行うことも可能ですが、これでは厳密な数値化は期待できません。
そこで、専用の測定機が必要になります。
NDTマートの表面粗さ計は、主に機械加工された金属の表面粗さを測定するために用いることができます。
あらゆる金属加工品の、表面粗さを測定します。
- エンジンや空圧・水圧・油圧機器のシリンダーやピストンロッドなど
- Oリングやパッキンでシールする部分やシールしながら摺動する部分
- 回転軸、および軸受、カム、歯車の歯
- 金型の形成材料の触れる面
- 特に精密な合わせ面
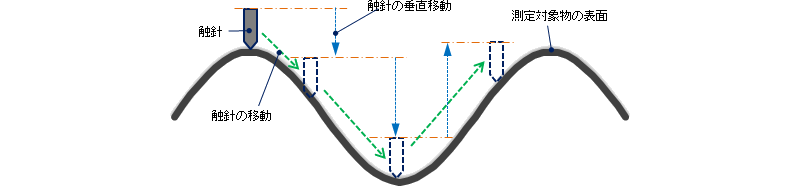
- 触針で測定対象物の表面をなぞります。
- 表面の凹凸によって触針が上下に動きます。
- 触針の上下の動きに応じた断面曲線が得られます。
- 信号処理によって、断面曲線から粗さ曲線とうねり曲線が得られます。
粗さの測定は、4つの単位があります。
求められる測定値や、測定する物の状態によって、適切な単位が異なります。
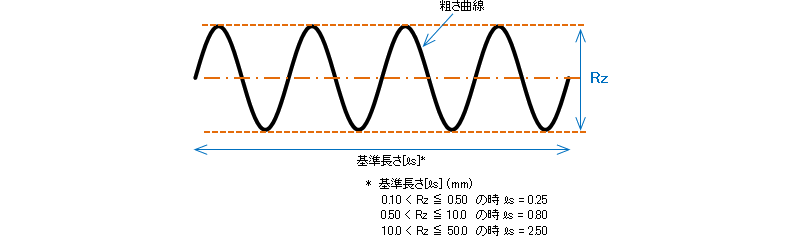
Rz (粗さ曲線の最大高さ)
Rzは、部分的な傷やバリ等の評価に使われています。
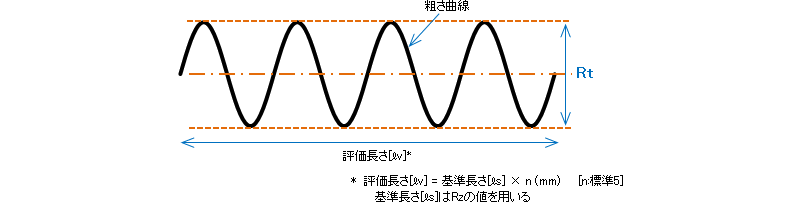
Rt (粗さ曲線の最大断面高さ)
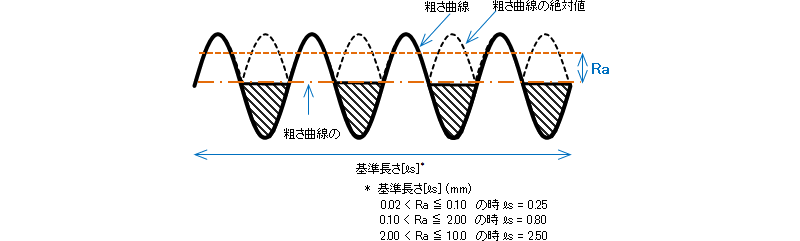
Ra (算術平均粗さ曲線高さ)
Raは、面の仕上げ評価に用いられます。
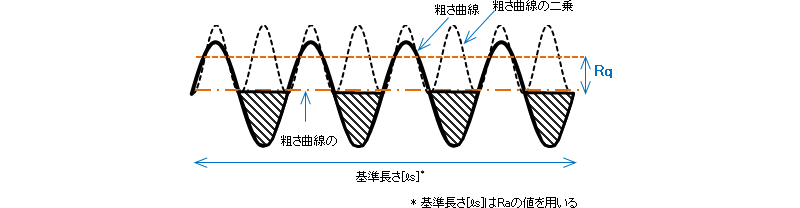
Rq (二乗平均平方根粗さ曲線高さ)