超音波探傷器とは
超音波探傷器は、材料内部の割れやきずの検査、溶接部検査、接着・剥離検査、厚さ測定など幅広い用途に使用することができる非常に便利な装置です。超音波厚さ計では測定することができない厚物や、FRP等の高減衰材の厚さ測定も可能です。
超音波探傷の仕組み
超音波探傷器は、探触子(プローブ、トランスデューサー)と呼ばれるセンサーから発信した超音波が、内部のきずや反対面に反射し戻ってくる時間と強さを測定し、材料の内部の様子を計測します。
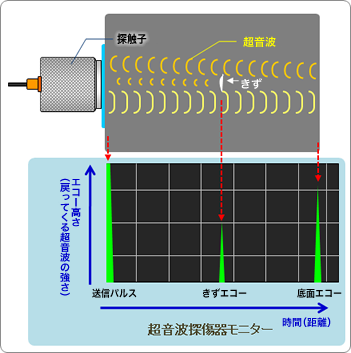 右絵のように、測定物に探触子を接触させると、内部の傷や反対面から反射したエコー(超音波)が、探傷器のモニターに表示されます。
右絵のように、測定物に探触子を接触させると、内部の傷や反対面から反射したエコー(超音波)が、探傷器のモニターに表示されます。
 モニターY軸のエコー高さは、戻ってくる超音波の強さを表します。高ければ高いほど、超音波が強いことを意味します。
モニターY軸のエコー高さは、戻ってくる超音波の強さを表します。高ければ高いほど、超音波が強いことを意味します。
X軸の時間は、発信された超音波が戻ってくるまでの時間を表します。右側にいくほど戻ってくる時間が遅くなり、トランスデューサーからの距離が遠いことを意味します。
このように超音波探傷器では、モニターに表示されるエコーの高さと位置から、材料内部の状態を判断します。
きずの大きさと深さについて
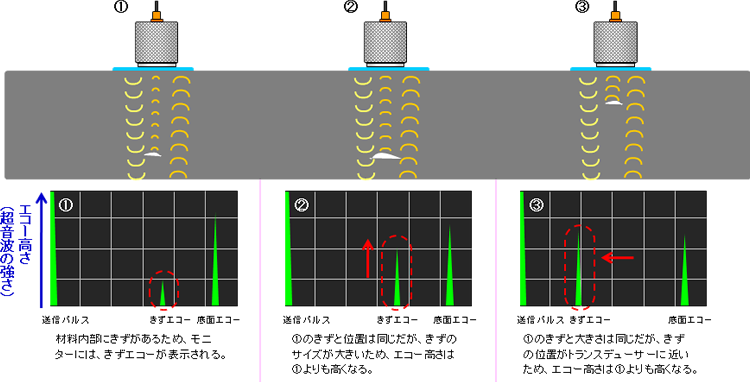
モニターに表示される、エコーの高さと位置から、きずの大きさと深さを評価することができます。 エコーの高さは、きずが大きければ大きいほど、またきずの位置がトランスデューサーから近ければ近いほど、大きくなります。 この関係をあらかじめ求めておくことで、きずの大きさ想定することが可能です。
垂直探傷と斜角探傷
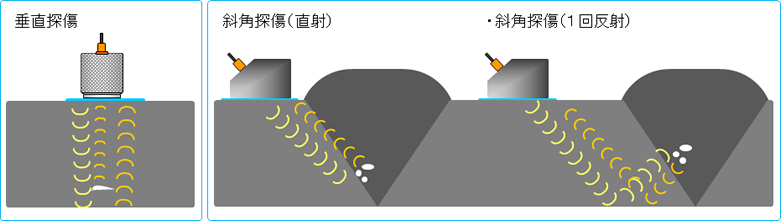
探傷方法には、垂直探傷と斜角探傷の二つの方式があります。
垂直探傷とは、垂直に超音波を出力して探傷を行う方法です。
試験体の表面が平滑な場合に適用します。
斜角探傷とは、斜めに超音波を発信して探傷を行う方法です。
例えば、溶接部では余盛のため垂直探傷が行うことができません。このような場合に、余盛りを避けて斜めに超音波を発信することができる斜角探傷を使用します。
超音波の発信角度(屈折角)は、主に40度、60度、70度が使用されています。
縦波と横波
| 材料 | 音速 | |
|---|---|---|
| 縦波 | 横波 | |
| 鋼 | 5920m/秒 | 3240m/秒 |
| ステンレス | 5660m/秒 | 3120m/秒 |
| アルミニウム | 6380m/秒 | 3130m/秒 |
| 鋳鉄 | 4550m/秒 | 2700m/秒 |
| 銅 | 4650m/秒 | 2260m/秒 |
| ガラス | 5770m/秒 | 3430m/秒 |
| ポリ塩化ビニル | 2390m/秒 | 1060m/秒 |
| ナイロン | 2690m/秒 | 1090m/秒 |
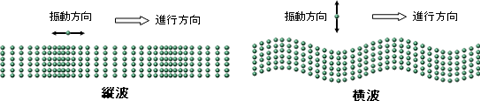
超音波の波の種類には、縦波や横波、表面波、板波などがあります。超音波探傷では、主に縦波と横波が使用されます。
縦波とは、粒子の振動が波の進行方向と同じ縦方向に起こる波のことで、最も伝達が速い波です。垂直探傷では、主に縦波が使用されます。
横波は、粒子の振動が波の進行方向と直角の横方向に起こる波のことです。縦波よりも伝達が遅く、約半分の伝達速度となります。斜角探傷では主に横波が使用されます。
右表は、主要な材料の縦波と横波の電波速度(音速)です。 材質により縦波と横波の音速は、異なります。誤った音速で計測を行った場合、正確なきずの深さや大きさを検出することができなくなります。
当ページの内容は、ダコタ・ジャパン(株)の許諾を得て一部転載しています。
